
Фальцовка и Биговка
Фальцовка – операция сгибания, складывания запечатанного листа информационно-рекламного материала.Фальц – (от нем. falz falzen — сгибать) — место сгиба печатного листа. Фальцы создаются в процессе фальцовки. Фальцовка — один из брошюровочных процессов, назначение которого складывать (сгибать) отпечатанные листы с тем или иным числом сгибов. Различают три вида фальцовки:
- взаимно перпендикулярная — каждый последующий сгиб перпендикулярен предыдущему;
- параллельная — все сгибы параллельные;
- комбинированная — последовательность параллельных и перпендикулярных сгибов нерегламентирована.
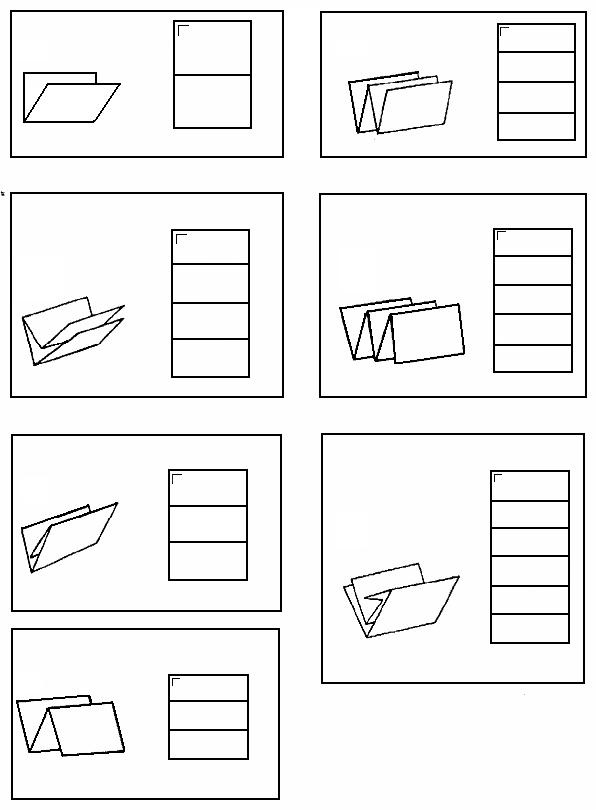

Количество сгибов (фальцев) определяется в зависимости от вида, толщины и плотности бумаги. Тонкие, относительно мягкие бумаги фальцуются с большим числом сгибов, чем толстые и жёсткие, а мелованные бумаги рекомендуется складывать не более чем в три сгиба (16страничные тетради). В настоящее время фальцовка, как правило, осуществляется с помощью специального оборудования(фальцаппарата или фальцмашины) путём прокатывания сложенного листа между прижимными валами. Однако при изготовлении малых тиражей или при выпуске необычных, сложных с точки зрения полиграфического исполнения изданий (в частности, при производстве вклеенных таблиц или карт, т.е. в том случае, когда требуется переворачивать лист или промежуточную тетрадь) может применяться ручная фальцовка. Это работа отличается значительной трудоёмкостью в сочетании и малой производительностью и зачастую предполагает наличие серьёзных временных и финансовых затрат. Поэтому такая услуга считается эксклюзивной и встречается сегодня довольно редко.
Для того, чтобы снизить вероятность появления трещин и заломов на сгибах перед фальцовкой рекомендуется провести биговку. Во время этой операции происходит деформация (продавливание) бумажного листа непосредственно по линии будущего сгиба. В результат формируется довольно отчётливый профиль, что существенно облегчает процесс и повышается качество.
Биговка немецкое: biegen — гнуть, сгибать
Предварительное нанесение на материал линий сгибов с помощью тупых дисковых ножей или планками в биговальных машинах, которые вдавливают и уплотняют материал с частичным разрушением связей в волокнистых материалах. Осуществляется на специальных машинах. От фальцовки отличается несколько иной (более ярко выраженной) линией сгиба, а также возможностью осуществления данного процесса на более плотных материалах.


Метки биговки
В число требований, предъявляемых к макетам печатных изданий, входит наличие меток биговки. Они считаются технологическими элементами послепечатной обработки и относятся к служебной информации. Должны находиться за дообрезным форматом и обычно проставляются в файле вёрстки. Именно ориентируясь на эти метки, сотрудники типографий продавливают лист в нужном направлении и строго определённом месте.
Биговальное оборудование
В настоящее время биговка производится с помощью специальных машин ротационного или ударного типа, оснащённых биговальным роликом или биговальным ножом. В комплект оборудования может входить электрический привод, а также устройство для перфорирования.
Ручная биговка
Если линия бига (т.е. место будущего сгиба) расположена перпендикулярно по отношению к направлению бумажных волокон, то рекомендуется использовать ручную биговку. Она обеспечивает получение чётких линий сгиба и в значительной степени предохраняет лист от появления заломов. Как правило, применяется при малых тиражах и при выпуске эксклюзивных изданий.
